When changing the color of your boat’s gelcoat, using pigment agents effectively is crucial to achieving the desired shade.
Here’s how you can use these agents to customize your boat’s appearance:
Choose the Right Pigment Agents: Select pigment agents that are specifically formulated for use with gelcoat. These pigments are designed to blend seamlessly and maintain the durability and UV resistance of the gelcoat. For a variety of pigment options and specific products, check out our Pigments For Gel Coats And Resins
Test Color Mixes:
Before applying the pigment to the entire boat, it’s wise to test the color mixture on a small scale. Mix a small amount of gelcoat with your chosen pigment according to the guidelines provided. This test will help you adjust the color intensity and ensure that it meets your expectations before full application.
Measure Precisely:
For consistent color throughout your gelcoat, measure the pigment and gelcoat precisely. Consider using a digital scale for accuracy, and follow the manufacturer’s recommendations for pigment-to-gelcoat ratios. Typically, a small amount of pigment goes a long way.
Mix Thoroughly:
To avoid any color inconsistencies, mix the pigment thoroughly with the gelcoat. Ensure that there are no streaks or clumps of pigment. A mechanical mixer can be very effective in achieving a homogeneous mixture.
Apply a Test Patch:
Apply a small amount of the colored gelcoat to a part of the boat that is less visible. Allow it to cure fully according to the gelcoat’s curing instructions. This will give you a real sense of how the color looks when applied and finished.
Adjust if Necessary:
If the test patch isn’t to your satisfaction, adjust the pigment ratio as needed. Adding more pigment will deepen the color, while adding more gelcoat will lighten it.
Apply to the Boat:
Once you are satisfied with the color mix, apply the pigmented gelcoat to the boat using your chosen application method (brush and roller or spraying). Ensure even coverage to avoid blotchy areas.
By carefully selecting, testing, and applying pigment agents, you can achieve a professional and personalized appearance for your boat’s gelcoat. If you need assistance selecting pigments for your gelcoat contact the customer support team at Bottom Paint Store 888-505-2313 or via live chat found at bottompaintstore.com
Maintaining the gel coat on your boat is essential to keep it looking its best and protecting the underlying fiberglass from the elements. Regular upkeep not only enhances the appearance of your boat but also extends the lifespan of the gel coat. We hope these practical tips help you maintain your gel coat effectively so that it lasts as long as possible.
Wash Regularly
The simplest and most effective way to maintain your boat’s gel coat is by washing it regularly. Saltwater, bird droppings, and dirt can cause significant damage if left unchecked. Use a mild marine soap and a soft brush or sponge to gently clean the surface. Avoid household detergents as they can strip away waxes and potentially damage the gel coat.
Apply a Quality Marine Wax
After washing, applying a high-quality marine wax is crucial. Wax provides a protective barrier against UV rays, salt, and pollutants. Apply wax at least twice a year—more often if your boat is exposed to harsh conditions regularly. Ensure the gel coat is completely dry and free of contaminants before applying wax in a circular motion using a soft cloth or buffer.
Designed to remove HEAVY oxidation, chalking, fading, minor scratches, rust and exhaust stains; plus provide protection on fiberglass/gelcoat.
Address Stains Immediately
Stains from leaves, bird droppings, and other natural elements can penetrate the gel coat if not removed promptly. For tough stains, use a specially formulated gel coat stain remover. Always test any cleaning solution on a small, inconspicuous area first to ensure it doesn’t harm the finish.
Inspect and Repair Any Chips or Scratches
Regular inspections can catch minor chips and scratches before they develop into larger issues. Small imperfections in the gel coat can be repaired using a gel coat repair kit. Clean the area thoroughly, apply the gel coat, and sand it down once cured to ensure it matches the level and smoothness of the surrounding area.
If you are wondering how to repair fiberglass or gelcoat on a boat then this Gelcoat Putty is the product to use, and the easiest way to fix it.
Avoid Long-Term Sun Exposure
Prolonged exposure to the sun can lead to fading and weakening of the gel coat. Whenever possible, store your boat under a cover or in a shaded area when not in use. If indoor storage isn’t an option, consider using a quality boat cover or tarp to protect against UV damage.
Regularly Check for Osmotic Blisters
Osmotic blisters can occur when water infiltrates the gel coat, leading to larger structural issues if left untreated. Inspect your boat regularly for any signs of blistering. Early stages can often be managed by drying out the area and repairing with a fresh application of gel coat.
By following these routine maintenance tips, you can keep your boat’s gel coat in pristine condition, ensuring your vessel remains both beautiful and seaworthy for years to come. Regular care not only preserves the integrity and aesthetics of your boat but also enhances its long-term value and performance on the water. If you have any questions or need help selecting a product to help maintain your gel coat please give the Bottom Paint Store customer support team a call 888.505.2313.
We get asked a lot of questions about applying gel coat so we thought we would offer this guide as a way to help you understand one of the best methods, gel coat spray guns. Gel coat spray guns are invaluable tools for achieving professional finishes in gel coating projects. Whether you’re a seasoned pro or a DIY enthusiast, understanding how these spray guns work and how to choose the right one can make a significant difference in your project’s outcome. In this guide, we’ll cover everything you need to know about gel coat spray guns, from their types and benefits to safety precautions and maintenance tips.
What is a Gel Coat Spray Gun?
Let’s start off by explaining that a gel coat spray gun is a specialized tool designed for applying gel coat, a type of resinous material, onto surfaces to create a smooth and durable finish. These guns atomize the gel coat, breaking it down into tiny droplets that are then sprayed evenly onto the surface, ensuring an even coating.
Types of Gel Coat Spray Guns
There are two main types of gel coat spray guns: conventional and HVLP (High Volume Low Pressure). Conventional spray guns use high pressure to atomize the gel coat, while HVLP guns use lower pressure, resulting in less overspray and a more efficient use of material.
Benefits of Using a Gel Coat Spray Gun
Gel coat spray guns allow for quick and efficient application, saving time and effort. The atomized spray creates a smooth and uniform coating, reducing the need for sanding and polishing. They also use less material compared to traditional methods, saving money in the long run.
Choosing the Right Gel Coat Spray Gun
When deciding which one is right for you, consider the size of your project, the type of gel coat you’re using, and your budget. It’s also important to choose one that is compatible with your compressor and other equipment.
Safety Precautions
Always wear protective gear, such as a respirator, goggles, and gloves, to protect yourself from fumes and overspray. Work in a well-ventilated area and follow the manufacturer’s instructions for proper use.
Using a Gel Coat Spray Gun
We’re often asked if it is difficult to use a gel coat spray gun. It really depends, it can be challenging for beginners, but with practice and proper technique, it becomes easier over time. Here are a few factors that can affect the difficulty level:
Skill level: If you’re new to spray painting or using spray guns in general, there will be a learning curve. Familiarizing yourself with the equipment and practicing on scrap materials can help improve your skills.
Adjusting settings: Gel coat spray guns typically have adjustable settings for things like air pressure, fluid flow, and fan pattern. Learning how to properly adjust these settings for your specific project and materials is crucial for achieving desired results. Again, practice before applying on your boat. You’ll be glad you did.
Cleaning and Maintenance
To keep your gel coat spray gun in good condition, clean it thoroughly after each use. Use a solvent recommended by the manufacturer to remove any gel coat residue. Regularly inspect the gun for signs of wear and tear and replace any damaged parts as needed.
As you can tell, gel coat spray guns are essential tools for achieving professional finishes in gel coating projects. By understanding how they work and following best practices for their use and maintenance, you can ensure a smooth and durable finish for your projects. If you have any questions about gel coat for boats contact our technical services team via Live Chat or by calling 888-505-2313.
Gel coat repair kits play a vital role in ensuring that boat owners can easily maintain the impeccable appearance of their vessels. These kits are specifically designed for simplicity and effectiveness, making them accessible even to individuals with limited experience in boat maintenance.
Comprehensive in nature, gel coat repair kits typically include a variety of components. These components often consist of gel coat in different colors to match the boat’s original finish, along with hardener for curing and application tools like brushes or syringes. With these kits, boat owners can address minor damages in a convenient and hassle-free manner. Whether it’s a small scratch, chip, or a more significant gouge, the right tools can be found within the kit to effectively address the specific issue at hand.
The application process of gel coat repair kits is designed to be straightforward, generally accompanied by clear instructions. Users can easily mix the components, apply the gel coat mixture to the damaged area, and allow it to cure. As a result, a seamless integration with the existing surface is achieved, creating a durable and smooth finish. This not only restores the gel coat’s integrity but also prevents further deterioration, ensuring the long-term protection of the boat.
From a financial perspective, gel coat repair kits offer a cost-effective solution for maintaining a boat’s appearance. By proactively addressing minor damages, boat owners can avoid more extensive and expensive repairs in the future. This empowers boat enthusiasts to navigate the seas with a sense of pride, knowing they have a reliable solution on board to keep their vessel looking as good as new.
In summary, gel coat repair kits are essential tools for boat owners. They provide an easy and effective solution for maintaining the appearance of boats, regardless of the owner’s level of experience. With their comprehensive nature and straightforward application process, these kits enable boat enthusiasts to address minor damages promptly and cost-effectively. By using gel coat repair kits, boat owners can maintain the integrity of their vessel’s finish, enhance its longevity, and navigate the waters with confidence.
When it comes to boat repair and maintenance, choosing the right kind of coating is crucial to ensure the longevity and overall aesthetics of your vessel. Gelcoat and boat paint are two of the most used coatings for boats, but what are their differences? Which one should you use? In this blog post, we’ll explore and compare the features of gelcoat and boat paint to help you make an informed decision.
First, let’s define what gelcoat and boat paint are.
Gelcoat is a protective layer that’s applied directly to the boat’s fiberglass, while boat paint is a coating that can be applied over gelcoat, or directly to other materials like wood or aluminum. Gelcoat is known for its durability and resistance to water, UV rays, and harsh weather conditions. However, it can scratch and crack over time if it is not maintained properly. On the other hand, boat paint offers more flexibility in terms of colors and finish, however it may require more maintenance and upkeep.
Composition and Application
Gelcoat is a resin-based coating that is applied directly to the fiberglass surface of a boat during the manufacturing process. It is typically thick and durable, with a glossy finish that can be easily polished. Gelcoat can be pigmented to match different colors and styles, but it is usually white.
When it comes to application, gelcoat is best applied using a gelcoat spray gun or roller, while boat paint can be applied using a spray gun, roller, or brush. Gelcoat can be easily repaired by sanding the damaged area and reapplying the gelcoat, while boat paint repairs may require sanding, filling, and repainting the entire affected area for a seamless finish.
In terms of durability, gelcoat is known for its strength and can last for many years, while boat paint may require repainting every five to ten years, depending on the quality of the paint and the maintenance of the vessel. Gelcoat also blends into the fiberglass, providing a smoother finish that can hide minor imperfections, while boat paint may highlight any dents, cracks, or other irregularities on the surface.
When it comes to cost, gelcoat is generally less expensive than boat paint. However, depending on the quality and extent of the repair or maintenance needed, the cost can vary for both coatings. Gelcoat repairs can range from a few hundred dollars to thousands of dollars, while boat paint jobs can cost from a few thousand dollars to tens of thousands of dollars.
In conclusion, choosing between gelcoat and boat bottom paint depends on your preferences, needs, and budget. If you’re looking for a durable, low-maintenance coating that can blend into the fiberglass and withstand harsh weather conditions, gelcoat may be the better option for you. On the other hand, if you want more flexibility in terms of colors and finish, don’t mind the extra maintenance required, and can afford the cost, boat paint may be the way to go. Ultimately, it’s important to consult with a professional boat service provider to help you make the right decision for your vessel.
If you’re a boat enthusiast, you know that there’s nothing quite like the feeling of cruising out on the open water. But what do you do when your beloved vessel starts to show signs of wear and tear? If you have a fiberglass boat, you’re in luck. In this blog post, we’ll walk you through everything you need to know about repairing your fiberglass boat, from small cracks to large holes. So, whether you’re a seasoned pro or a complete novice, read on for our step-by-step guide on how to repair a fiberglass boat.
KEY TAKEWAYS
Clean the Area The first step in boat fiberglass repair is to clean the area that needs to be repaired. This step is important because it will allow the repair materials to bond properly with the existing fiberglass. Use a mild soap and water solution to clean the area, and then dry it thoroughly with a clean cloth.
Cut Out the Damaged Area Once the area is clean, use a sharp knife or razor blade to cut out the damaged area. Be sure to cut away any loose or damaged fiberglass so that you have a clean, smooth surface to work with.
Apply the Repair Material There are a variety of repair materials that can be used for boat fiberglass repair. The type of material you use will depend on the size and severity of the damage. For small repairs, you can use a fiberglass repair kit; for larger repairs, you may need to use a sheet of fiberglass cloth and some resin. Follow the instructions that come with your chosen repair material to apply it to the damaged area.
Repairing Small Cracks and Scratches
One of the most common problems that boat owners face is small cracks and scratches in the hull. While these may not seem like a big deal at first, they can quickly turn into larger problems if left unaddressed. The good news is that small cracks and scratches are relatively easy to fix with some basic supplies.
Polyester Resin is a great choice for fiberglass repairs
Here’s what you’ll need:
-Fiberglass cloth -Resin -Hardener -Sandpaper -Putty knife or spreader -Measuring cup -Gloves -Eye protection
Once you have all of your supplies, follow these steps to repair small cracks and scratches in your fiberglass boat:
Clean the area around the crack or scratch with sandpaper to rough up the surface and allow the resin to adhere better.
Cut a piece of fiberglass cloth to size and lay it over the crack or scratch.
Mix together the resin and hardener in a measuring cup, according to the application guidelines.
Use a putty knife or spreader to apply the resin mixture over the fiberglass cloth, making sure to work it into any crevices.
Allow the resin to cure for 24 hours before sanding down any excess material.
Your fiberglass boat is as good as new!
Fixing Large Holes in Fiberglass Boats
While small cracks and scratches are relatively easy to fix, large holes can be much more challenging—but not impossible! With some patience and elbow grease, you can patch up even the biggest holes in your fiberglass boat hull. Here’s what you’ll need:
-Fiberglass cloth -Resin mixture (resin and hardener) -Putty knife or spreader -Sandpaper -Measuring cup -Gloves -Eye protection -Plywood (optional)
Follow these steps to repair large holes in your fiberglass boat hull:
If necessary, use plywood to create a temporary patch for the hole until the resin has cured. This will help keep water out of the hole while you’re working on it.
Cut a piece of fiberglass cloth to size and lay it over the hole.
Use a putty knife or spreader to apply the resin mixture over the fiberglass cloth, making sure to work it into any crevices.
Allow the resin to cure for 24 hours before sanding down any excess material and removing any plywood patches.
Your fiberglass boat is as good as new!
Conclusion:
No matter how experienced you are as a boat owner, sooner or later you’re going to need to make some repairs—and if you have a fiberglass boat, that means getting familiar with some basic repair techniques. In this blog post, we’ve walked you through everything you need to know about repairing small cracks and scratches, as well as large holes in your hull. So, whether you’re dealing with cosmetic damage or something more serious, now you know how to fix it!
Professional Grade Exterior Gelcoat can be applied either by Spraying, Brushing or Rolling. This article will discuss how to apply the gelcoat with the brush and roller method. For a more comprehensive guide on How to Apply Gelcoat, please read this article. We will assume you have already read the article to learn about prepping the surface, sanding, and finishing the gelcoat.
Catalyzing Gelcoat with MEKP
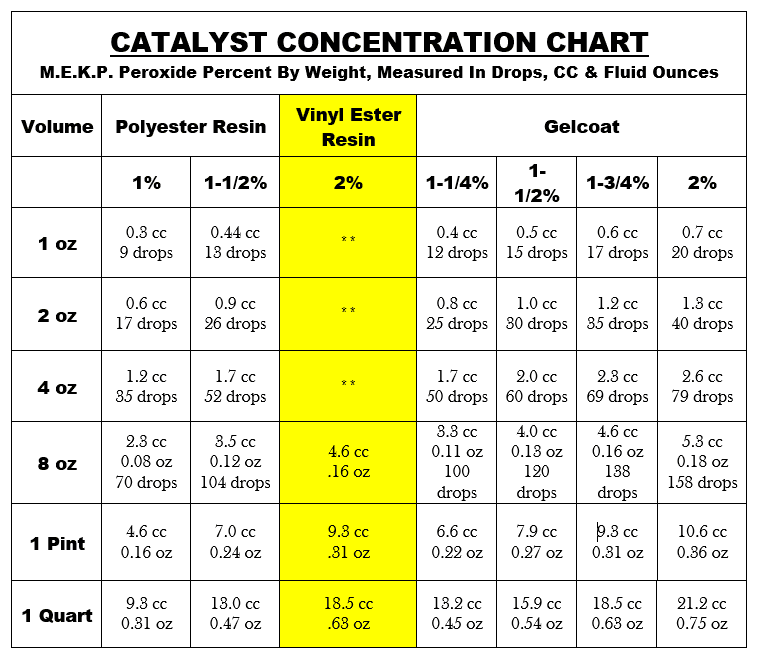
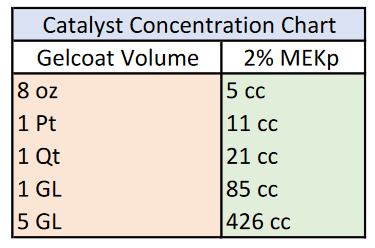
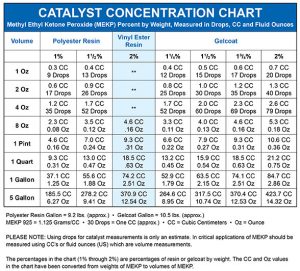
All gelcoats MUST be catalyzed with MEKP to cure. This should be added after all other additives just prior to application. We suggest 1-1/4% to 1-1/2% by volume, i.e. 13-15 cc per quart. We do NOT recommend mixing more than 1 quart at a time. Darker colors need a little more catalyst for the same reaction, so you can catalyze those up to 2%. All Gelcoats purchased from the Bottom Paint Store come with MEKP. Refer to the catalyst chart located on the product page, the product label, or the one below.
One gallon of polyester resin weighs approximately 9.2 lbs. One gallon of gelcoat weighs approximately 10.5 lbs. The weight of MEKP 925 is 1.125 grams per cc. 30 drops is approximately equal to one cc.
cc = cubic centimeter. Oz = fluid ounce Note: Using drops for catalyst measurement is only an estimate. In critical applications MEKP should be measured using cc’s or fluid oz’s which are volume measurements. The percentages in the chart: 1% thru 2%, are percentages of resin or gelcoat by weight. The cc and oz values in the chart have been converted from weights of MEKP to volumes of MEKP.
NOTE: The catalyst level (MEKP) should not exceed 3.0% or fall below 1.2 for proper cure. Ideal range is 1.8% @ 77°F. Gel time at 1.8% MEKP is 10-17 minutes. This time element is dependent on material temperature, room temperature, humidity, air movement, and catalyst concentration. Gelcoat should not be used when temperature conditions are below 60°F, as curing may be adversely affected.
Be sure to have a good strategy when applying your gelcoat. Once you mix and catalyze, you have about 15 minutes to apply the gelcoat before it starts getting hard or starts to “gel.” The actual working time depends on the amount of catalyst and how hot the working conditions are. Anything below 60 degrees, and your gelcoat will not cure, but as you get warmer and warmer, your working time will decrease rapidly. At 70 degrees, you get 15 minutes, but at 90 degrees, you only get 5 minutes.
TIP: If you need more time to work, sit the can in some cold ice water to cool it down to 60 degrees to allow a little more working time.
Application
Brushing: Use a solvent resistant brush. The chemicals in the gelcoat can be harsh on materials not designed to withstand them. Using a solvent resistant brush should stop any brush materials from getting in the finished product.
TIP: Choose a natural bristle brush with tapered bristles that are not too stiff.
Apply gelcoat quickly using long brush strokes to help achieve an even thickness and to help remove trapped air pockets. Load the brush fully with gelcoat each time. Applying the gelcoat quickly will help you apply it to the correct thickness. Gelcoat applied too thin will not cure properly. Remember, this gelcoat has been catalyzed and the clock is ticking. Also, large amounts of gelcoat left in the container allows a buildup of exotherm and causes the gelcoat to cure too quickly. Once all the gelcoat is out of container and on the surface then you can spend time tidying up with the brush strokes.
TIP: Try to finish vertical areas with an upward brush stroke. This will help reduce sag.
Rolling: Use a solvent resistant 1/8 or 1/4 inch nap roller. Be sure not to use foam rollers; they tend to leave bubbles. Wrap the roller in painters’ tape and rip the tape off to remove loose fibers from the roller. Apply the gelcoat to the surface quickly. Remember, this gelcoat has been catalyzed and the clock is ticking. After wetting out a small area with the roller, use the tip of a brush to smooth out the stipple left by the roller. Move the brush in smooth strokes perpendicular to the direction that the roller moved. Be careful to not apply too much pressure during this step. Ask a friend to assist with the tipping to speed things along. When rolling or brushing on the second coat be sure to apply in the opposite direction from the previous coat. This allows for a uniform finish.
Overview
The 1st coat will consist of gelcoat and hardener only. Wait a half hour for the gelcoat to set. It should be tacky. It will not be fully cured yet.
The 2nd coat will consist of gelcoat, hardener, and wax additive sanding aid. 1 oz of sanding aid per quart or 4 oz per gallon. Sanding aid seals the surface from oxygen, causing the surface to dry tack free.
A wax additive is NOT used with HI UV Clear. You should only use a wax additive in the final application coat or if you are planning on applying only one coat.
If you followed all the steps correctly you should have a beautiful application of gelcoat! If you’re using our Professional Grade Exterior Gelcoat, you’ll be ready to sand and buff your freshly gelcoated surface after about 1- 3 hours.
If your jet ski or waverunner hull is made of fiberglass then gelcoat can be an excellent restoration option. Gel coating a jet ski is a great way to keep it looking new and protect the surface from scratches and dings. It’s also a relatively easy process that most people can do in a few hours. In this blog post, we’ll walk you through the steps of how to gelcoat a jet ski. We’ll also provide some tips on how to make the process go as smoothly as possible.
What is gelcoat and what does it do
Gelcoat is a type of resin that is used as a protective coating on many boats, jet skis, and wave runners. It is applied to the hull of the vessel in order to provide a shiny, smooth finish. In addition to its aesthetic benefits, gelcoat also helps to protect the hull from UV damage, scratches, and other types of wear and tear. In some cases, gelcoat can even help to repair minor damage to the hull. As a result, gelcoat is an essential part of any boat or jet ski owner’s arsenal. While gelcoat can help extend the life of your jet ski or wave runner, it is not indestructible. Over time, it can become dulled or scratched, and it may eventually need to be replaced.
How to clean and prep the jet ski surface before you start
To clean the jet ski, you’ll need a mild soap, a soft cloth, and a jet ski brush. Start by mixing the soap and warm water in a bucket. Then Wet the jet ski with the soapy water and use the brush to scrub away any dirt or grime. Rinse the jet ski off with clean water and dry it with a soft cloth. For tough grease and dirt spots you can use a degreaser. This will remove any dirt, grime or grease that could prevent the paint from adhering properly.
Finally, inspect the jet ski for any cracks, chips or other damage. If you notice any of these, make sure to get them repaired before applying gelcoat. Use a fine-grit sandpaper to smooth out any rough spots. Gel coat repair kits, scratch patch kits, gel coat paste, fiberglass repair kits come with everything you need for small repairs.
Applying the gelcoat to your jet ski, wave runner
Applying gelcoat to a jet ski is a great way to protect your investment. Gelcoat is a clear or colored coating that is applied to the surface of a jet ski to protect it from the elements. It is also used to give the jet ski a high gloss finish. Gelcoat is available in both spray and brush-on versions. The brush-on version is generally easier to apply, but the spray version will give you a more even coverage. When applying gelcoat, be sure to follow the manufacturer’s instructions carefully. In general, you will want to apply several thin coats rather than one thick coat. Be sure to allow each coat to dry completely before applying the next one. Once the gelcoat has been applied, you will need to buff it out to achieve a high gloss finish. Once the final coat of gelcoat has been applied, the jet ski should be allowed to cure for 24 hours before being launched.
It’s important to choose the right gelcoat. There are dozens of different formulations on the market, so it’s important to do your homework and consult your owner’s manual. Once you’ve selected the right gelcoat, the next step is to apply it correctly. One common mistake is to apply too much gelcoat, which can lead to runs and sagging. It’s important to apply a thin, even coat and then allow it to cure properly before sanding or buffing.
With these tips in mind, your gelcoat project should be easier. Just remember to take your time and follow all instructions carefully, and you’ll soon be enjoying your jet ski on the open water. If you have any questions about selecting the right gel coat for your watercraft, please call the Bottom Paint Store customer support team 888.505.2313.
There are many common fillers used with gelcoat and resin and here we’ll help you pick the one that is right for you.
When using putty, a good rule is not to go higher than 1/8″ thick without adding a layer of glass to prevent any issues. With the various fillers, for the right working consistency, you’ll want about 60-70% mix to resin ratio.
Milled Fibers: Finer than chopped glass, makes a harder putty that is strong and coarse.
Walnut Shells: Brown in color and preferred for wood putty or nonskid since it has large particles. Good Strength and darker pigment.
Phenolic Microballons
Microballoons or Microspheres: Phenolic spheres are generally plastic or glass and hollow, intact spheres that are lightweight. This is ideal for making fairing compounds. The Microballoons are a more expensive option for filler.
Fumed Silica: Also known as Cabosil FIller or Aerosil Filler. This is a hydrophilic fumed silica. Fumed Silica provides little change to weight, color, or physical properties after cure, used in resins and gelcoats to make them hang on vertical surfaces, (too much can cause porosity.)
Cotton Flock: Made from pieces of cotton and thickens to an off-white color. Great for bonding many substrates, especially wood. The mixture also creates a multipurpose adhesive for many other substrates in addition to providing excellent substrate wetting and penetrating characteristics. Increases impact and abrasion resistance.
Chopped Glass Fibers
Chopped Glass: These are the biggest pieces of fillers and are most popular for use with resin putty. Perfect for corners, crack resistant, and doesn’t affect pigmented gelcoat. 1/4″ glass fibers make the strongest glass reinforced putty.
It’s no secret that fiberglass surfaces can be extremely fragile and susceptible to damage. Even the smallest nick or crack can quickly become a larger problem, leading to an unsightly and potentially hazardous mess. Fortunately, there is a fix for most common fiberglass issues – gelcoat! This article will explain what gelcoat is, how it can be used to repair fiberglass surfaces, and some of its benefits. Keep reading to learn more!
What is gel coat?
Gelcoat is a specialized resin and is popular as a surface coating in the fabrication and repair of fiberglass-based products and can also be used to patch existing gel coat, fiberglass repairs, and new construction and repair projects. Gelcoat is extremely durable and provides a high-quality finish to visible surfaces making it a popular solution for damages to fiberglass surfaces such as covering up blemishes, patching small holes, filling cracks, and renewing surface shine. Gelcoat is often referred to as a one-stop solution for almost all types of damages on fiberglass surfaces such as, boats, jet skis, wave runners, swimming pools, hot tubs, showers and more.
Gelcoat for Swimming Pools
If you have a fiberglass pool then its surface is made of gelcoat, a liquid-colored resin that is applied to the pool shell. Gelcoat is the considered one of the most durable pool surfaces, typically lasting several decades, depending on maintenance, wear and tear, and the quality of the surface. Concrete pools need to be refinished about every ten years or so.
One of the more common areas of a fiberglass pool that needs to be refinished over time are the pool steps which can fade after exposure to pool chemicals, weather and UV rays. For more information please refer to our How to Gelcoat your Fiberglass Pool Steps article.
Gelcoat for Shower Stalls, Bathtubs, and Hot tubs
Cracks, holes, chips, and stains in showers and tubs made from fiberglass can be repaired with gelcoat. A common rule of thumb is if the hole is smaller than 1/2 inch, you should be able to make the repairs yourself; if it is a larger hole, then it may require the replacement of the surface or unit.
Fixing the damaged area requires applying two-part epoxy that hardens to the strength of the surrounding surface.
Gelcoat for a Fiberglass Deck
Applying gelcoat to a fiberglass deck is a great way to protect the surface from UV damage and environmental elements. Gelcoat is a clear or tinted resin that is applied to the surface of the deck, creating a protective barrier. The gelcoat will need to be reapplied every few years in order to maintain its effectiveness. When applying gelcoat, it is important to use a natural bristle brush in order to avoid damaging the fibers of the deck. In addition, gelcoat should be applied in thin coats in order to avoid runs and sags. With proper application, gelcoat can provide many years of protection for your fiberglass deck.
One of the most common ways to refinish a fiberglass deck is with a two-part polyurethane, as the results will provide a finish that will look as good as and should last at as long as the original gelcoat.
Re-gelcoating a Boat Fiberglass Hull
Regularly waxed gelcoat can last up to 15 years, depending on how well you take care of your boats hull and exposure to UV rays. If your hull is showing signs of damage such as cracking or is no longer retaining its gloss, and has chalky white powder on the surface, then it is time to re-gelcoat your hull. Dewaxer is perfect for dewaxing the hull and effectively cleaning up paint supplies.
Repairing a Fiberglass Boat
Repairing a fiberglass boat is not as difficult as it may seem. In fact, with the right materials and some basic knowledge, you can easily repair gelcoat cracks and holes. The first step is to clean the area around the crack or hole. This will help to ensure that the repair area is free of debris and dirt. Next, use a gelcoat patch kit to apply a thin layer of gelcoat to the damaged area. Once the gelcoat has cured, sand it down until it is flush with the surrounding area. Finally, apply a fresh coat of paint to protect the gelcoat from UV rays and weathering. With some patience and attention to detail, you can easily repair gelcoat cracks and holes yourself.
Be Prepared for your Gelcoat Project
Using gelcoat can be an excellent solution for repairing and renewing fiberglass-based surfaces. Gelcoat is sometimes referred to as marine paint for fiberglass, however it is not a paint, so if you are unfamiliar with applying gelcoat, please see our numerous how to articles as it can be difficult to apply and achieve optimal results for first time users. You can also contact Bottom Paint Store’s technical team from 8:30-5:00pm EST Monday through Friday.
Webbing Solution is a clear liquid added to gelcoat to obtain spatter or cobweb effects. It is mixed with a gelcoat of one color and sprayed onto a contrasting colored surface.
Decorative effects produced by the webbing mixture will vary, and relate directly to techniques or gun adjustments. A fine hairline spider web pattern results from plenty of air and scanty material flow. Coarse and splotchy patterns are created by fuller material flow and decreased air volume. While our webbing solution is only tested with gelcoat, customers do use with paint achieving similar results.
The manufacturer suggests on the initial coat you add the wax and while gelcoat is still tacky before it comes to a full air cure, you apply the contrast color of webbing (which should have the wax added too).
If you are applying webbing over a fully cured gelcoat, sand with 150 grit, clean with acetone, and then apply the webbing.
Mix 2 parts gelcoat to 1 part webbing. Mix proper amount MEK-P for the amount of gelcoat. Shoot at 10 to 12 PSI.
Add to colored gelcoat to obtain desired webbing effect. Test in an inconspicuous area to determine satisfactory results
Gelcoat putty is an indispensable part of any boat owner’s toolkit, providing a simple way to make quick and reliable repairs on any gelcoat surface. Perfect for fixing anything from spider cracks to fill in gouges and scratches, and is an easy-to-use solution that leaves a smooth finish and every application has the potential to restore gelcoat surfaces and make them look like new again. This dependable material is simple enough even novice motorboat and sailboat owners can use it without having to take their vessels out of the water for professional repair. Gelcoat putty can help anyone keep their boats looking shipshape with minimal effort.
There are many ways to repair spider cracks in boats, using our Gelcoat Repair Putty is an easy and fast way of doing it!
First, you will need to determine your spider cracks are only that, spider cracks. To do so, you will need to inspect the area for any sign of broken support. If the surface is steady and looks solid, then you have spider cracks.
In order to properly fix any spider cracks, you will have to open the cracks to fill them up correctly. This can be done by using a Dremel. Once the crack is open and it has a good size you can sand and clean the area. For cleaning, you may use acetone or soap and water.
Now, you are ready to use the Gelcoat Putty. Mix in a 1-1/2% ratio of MEK-P Catalyst into the putty and mix it properly. Use a putty knife to fill in the spider cracks. Once dry, sand the surface to a smooth finish.
For filling gauges and cracks, some tips:
This product uses MEKP, just like gelcoat so your working time is 8-18 minutes, depending on temperature. If catalyzed at 1% and it is in perfect conditions (77 F) you have a longer work time. To extend work time cool product down before use.
If filling holes, fill a little high to allow for shrinkage. Once it dries you can easily smooth it out with sandpaper. Recommended thickness at 1/4″.
Tip: You can apply gelcoat to match the color of your boat over the repair, or you can use our pigments to tint the gelcoat putty and complete the repair all at once!
Gelcoat does not fully cure without first supplementing it with a surfacing agent or wax additive sanding aid. Gelcoat may be thinned for use in a Portable Preval Sprayer with styrene monomer. You can spray it with polyvinyl alcohol (PVA) before gelcoat reaches its gel stage (5-10 min.), or add 1oz per quart of a wax additive sanding aid.
PVA or Partall Film #10 is a release agent that helps with removing parts from a mold or can be used as a surfacing agent when using gelcoat without a wax additive (sanding aid).
PVA is soluble in water making it easy to wash off. Applying can be achieved by spraying or wiping the green liquid on with a sponge. It will foam slightly but dry to a clear, glossy shine. It can take 15-30 minutes depending on temperature.
For spraying gelcoat our FGCI brand does not recommend thinning.
Generally, you should not add more than 10% Styrene by volume. Patch Booster is an additive that will thin out gelcoat and not affect colors. Follow manufacturers instructions as added Mekp may be needed.
Another thinning alternative is the Duratec High Gloss Additive. This is used with gelcoat for many reasons. Mixed at a 50/50 ratio this will produce a high gloss finish and will serve as a thinner for your gelcoat, that is why this is commonly used when spraying gelcoat. In addition, you’ll omit any additional sanding aid. After waiting a full 24 hours you can buff when cured, for a hi-gloss use 600 or higher grit paper and buff with Aqua Buff 2000 compound. Follow the manufacturer’s technical data sheet as an extra hardener may be needed. Some customers use Styrene for thinning but the manufacturer warns it can affect the gelcoat colors although this is the most cost-effective option and doesn’t have the added wax.
If you are looking to remove some unwanted scratches on your boat or to bring back shine into your gelcoat, Aqua Buff is for you!
Aqua Buff is a polishing compound that we offer in two variations: Aqua Buff 1000-W and Aqua Buff 2000. It is mainly used as a way to remove heavy oxidation, sanding scratches, and swirl marks from gelcoat. There are no oils or polymers in Aqua Buff, so the surface you see is the true surface.
The Aqua Buff 1000-W is used for deep scratches and heavy oxidation. It has a blue-green color which is why is not recommended for white hulls. Use Aqua Buff 1000-F on white surfaces. Aqua Buff 1000-W removes 320 – 600 grit scratches.
Aqua Buff 2000 is used for finer scratches, swirl marks, and light oxidation. Use it to remove 1000 grit scratches and higher. Cleans and removes scratches from Fiber-Reinforced-Plastic parts, metals, and painted surfaces. It is strong enough for most uses and provides a shiny finish.
Application Instructions
Apply a small portion of Aqua–Buff 1000-W or 2000 on the surface using a brush or microfiber cloth (stick to a small area)
Use a spray bottle to mist the surface with water. Only use about a coin-size amount of compound per square foot.
Immediately machine buff* with a clean, damp, compound pad. Use wool or wool/blend pads only.
*Use machine buffers that generate at least 2500 rpm for best results.
For the best techniques and tips on how to apply Aqua Buff please watch the video below.
The finish of your fiberglass pool steps can fade after years of use and exposure to pool chemicals and the weather. If you notice that your pool steps are looking tacky it might be time for you to reapply gelcoat to them.
You can use Gel Coat if your pool steps currently have gelcoat or bare fiberglass for pool use.
For many “do-it-yourselfers,” applying gelcoat can be quite intimidating. It is not as simple as painting and can be somewhat difficult to work with. One of the most frustrating problems to deal with is a new application of gelcoat that refuses to harden and cure. When one of our customers has a problem with gelcoat not curing properly, it usually stems from one of the reasons below.
What Caused it?
Incorrect Surface Preparation – Gelcoat will only adhere to fiberglass, previously cured gelcoat, or polyester resin. Do not apply gelcoat to any paint or protective coating because it will not adhere. Existing paint will have to be removed.
In order to prepare the surface correctly, it must be sanded. The heavier fast-cut grits (40/80/100) are used to feather sand and ground out a routed area prior to filling. Also, they are used for the first sanding of gouges, scratches, and blisters. When sanding areas that have been filled with putty we suggest using 40 or 80 grit sandpaper, depending on how large the repair is. You should also feather the surrounding area of the gelcoat repair with 220/330. When sanding flat areas use a rubber block. Use 3M Abrasivesfor best results.
Next, clean the surface with Acetone. All surfaces must be clean, dry, and free from grease, wax, oil, and other foreign matter. At this point, the repair is ready to spray or brush with gelcoat.
Not enough catalyst – Most gelcoat manufacturers list the amount of catalyst (MEKp) it requires on the side of the can. If you are unable to find a chart, you can use the two charts listed below. We recommend 1.5% – 2.0 % by volume. The Ideal range is 1.8% @ 77°F (approximately 12 drops per ounce of gelcoat.) If the gelcoat does not get enough catalyst it will not “kick” or begin to harden. Measurements need to be exact so you can be confident the gelcoat is mixed properly before applying it to the surface. If the measurement is off even slightly, the gelcoat could start to harden but not cure completely, leaving a tacky, non-sandable surface.
Too much catalyst – It is also possible to add too much catalyst (over catalyzing) to the mixture. This will cause the gelcoat to start curing in the can or while you are applying the gelcoat. It could happen when mixing larger batches of gelcoat since this is a chemical reaction that gets hot and cures quickly. Always mix in small batches. You should catalyze your material so that it cures as quickly as possible within your working time. Generally, mix one-pint batches. Under catalyzation slows down the curing process and causes fading and chalking in the final product. Double-check that the amount of catalyst you plan to add is correct for the amount of gelcoat you have set aside. Remember that gelcoat will react differently depending on the ambient air temperature. For warmer weather use less MEKp and for cooler weather use more MEKp to get the correct mixture. (See charts below.) It is always a good idea to keep your gelcoat at room temperature, especially prior to application. A good practice is to pour the mixed gel coat from the mixing container into another container used for application. This further assures that no uncatalyzed material is clinging to the sides of the pot.
Tips 1 mL = 1 cc If using wood mixing stick, place stick in resin before adding catalyst so the wood doesn’t absorb catalyst. Only catalyze slightly more than needed. Resin that cures still in the mixing pot is unusable.
Note the size and temperature variables.
For Darker Colors – use 2% MEKp
Did not use a surfacing agent – In order to cure properly, most gelcoat require the use of a surfacing agent on the final coat. The most common type of surfacing agent is Wax Additive Sanding Aid. This wax additive seals off the surface from oxygen in the air, allowing the gelcoat to dry tack-free. The recommended ratio is 1 oz wax to 1 quart of gelcoat. The first coat of gelcoat does not need the wax since you will apply a second coat. When mixing gelcoat for the second coat, though, don’t forget to add in the wax additive. All Gelcoats from the Bottom Paint Store comes with the MEKP catalyst and wax additive sanding aid, but additional amounts can be purchased. If you don’t add a wax additive to the final coat (or only coat) of gelcoat it will not harden. This is true even if you added the correct amount of catalyst.
Not enough mils – For best results, apply the gelcoat to a wet film thickness of 25 mils. This will result in a cured film thickness of 18-22 mils. As gelcoat cures, it gives off heat in an exothermic chemical reaction. If the gelcoat is applied to thin, it will not reach the temperature needed and will not cure fully. A mil is equal to 0.001″ or one-thousandth of an inch. You can use a Wet film thickness gauge to find the thickness of your wet gelcoat. Press the edge of the gauge into the gelcoat until it touches the surface below. Look at the teeth on the gauge. The gelcoat’s current thickness is measured by noting the highest tooth with film on it and the next highest tooth with no film on it. For example, a mil gauge is labeled 10, 15, 20, 25, 30, and 35 mils. The only teeth with gelcoat on them are 10 and 15. So the gelcoat’s thickness is between 15 and 20 mils.
What’s Next?
Can I apply more gelcoat over uncured gelcoat? No. Applying more gelcoat will not help the first layer cure. Most likely it will need to be removed and reapplied.
What can I try to get the gelcoat to cure? Allow more time. If something wasn’t exactly right, the gelcoat may just take a few days to harden. If it’s not rock-solid in a few days, though, you may have to scrape it off and reapply it.
How can I remove the uncured gelcoat? Acetone on a rag can be used to break down the gelcoat. Use a plastic putty knife to scrape the uncured gelcoat away.
Over the lifetime of any boat there will come a time when the deck needs to be renewed. You have a choice of non-skid additives, or paints that already contain a nonskid compound. A non skid boat deck helps protect the surface as well as the occupants.
When looking for a non-skid surface you have many options. If your boat floor is currently gelcoat, you can re-gelcoat the surface with or without a non-skid additive. More information about gelcoat application can be found here. Gelcoatis more durable than paint and once a gelcoat surface is painted gelcoat will not adhere.
Customers painting the floor of a jon boat, frequently use the Aluma Hawk aluminum paint with a non skid additive. This paint serves as a paint and primer in one for your aluminum surface.
Interdeck boat deck paint is a non-skid deck paint by Interlux and offers an excellent slip resistant finish. It contains a fine aggregate and will apply easily on substrates. Its low sheen finish prevents dazzling that can be reflected by sunlight off decks. Interdeck is also easy to apply and available in numerous colors. The tough polyurethane resin protects decks against everyday wear and tear.
Depending on your paint choices, follow the manufacturers application instructions whether applying to aluminum, fiberglass, or wood to ensure best adhesion and slip resistance.
For cleaning the teak on your boat deck, JustTeak™ is a marine-grade teak cleaning system is designed to rejuvenate your teak quickly and easily. JustTeak™ will clean, brighten, and once sealed protect your teak decking. We have an application instructions video How to clean and protect the teak on your boat.
A livewell is a tank found on many fishing boats that is used to keep bait and caught fish alive. It works by pumping fresh water from the surrounding body into the tank, as well as keeping the water aerated.
Most live wells on boats are made of fiberglass and usually coated with gelcoat. For more information on applying gelcoat see our How to Apply Gelcoat article.
In the case that your live well is aluminum you can apply Aluma Hawk, available in white, blue, grey, black, sand and jon boat green to the aluminum surface.
For most paints, in order to guarantee efficacy, the only way we recommend changing the color of paints is to mix like paints, ie. Mixing Aluma Hawk with Aluma Hawk. We do not recommend addition of “universal” tints or pigments into our products. Many customers desire an antifouling paint in a deep, dark blue and this can be achieved by mixing blue and black.
Gel coats and resins can have a tint added, no more than 1 oz per quart, which can limit the effect. Another option is to mix two gelcoat colors, such as white and red for pink.
When applying coatings in cooler temperatures it is important that you meet the minimum temperature requirements. This information can typically be found in the products technical data sheet, or on the can label.
As a general rule, coatings should be applied in good weather when air and surface temperatures are above 50°F (10°C) for most paints and 60°F (16°C) for epoxy, resin, and gelcoats . Surface temperature must be a least 50°F (10°C) above dew point. For optimum application properties, bring material to 70-80°F (21-27°C) temperature range prior to mixing and application.
Tips:
Make sure to store the coatings inside to keep the temperature in the optimal range prior to application.
Do not let coatings freeze, as this may alter the chemical integrity of the products.
In warm (hot) conditions be sure to keep the coatings out of direct sunlight exposure.
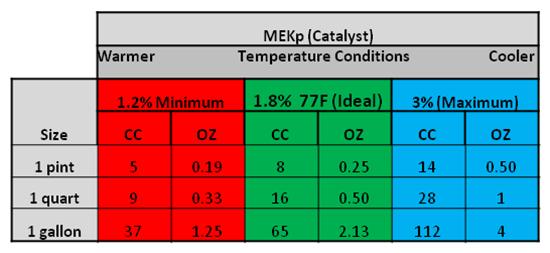
Coatings such as resins and gelcoats that require MEKp to be added for curing will require more MEKp in cooler conditions, and less MEKp in warmer conditions. See the guide below, but refer to the specific coating’s technical data sheet for detailed information:
What Size Spray Tip Should I Use with my Spray Gun?
It’s crucial to get the right spray gun nozzle tip size for your project for the ultimate professional results. But how do you know which one to choose? Our team of experienced painters has identified the five key factors that need to be taken into consideration when selecting the right nozzle tip size for each job. We’ll make sure you have all the advice and guidance needed to make an informed decision, so your project can look amazing with great coverage and finish!
KEY TAKEAWAY
1. Get the perfect size of spray gun nozzle tip to suit each job requirement.
2. Benefit from our comprehensive step-by-step guide that simplifies the selection process.
3. Access our expertise and knowledge to make the right choice without hassle and confusion.
4. Avoid costly mistakes by selecting a nozzle tip of appropriate size according to your needs.
5. Take advantage of our tailored advice and insights to enhance the efficiency of your work.
There are three main factors to consider when determining the size tip that will produce the best results.
First, examine the coating that will be sprayed. Put simply, heavier coatings will require a larger orifice size than lighter ones. For example, primers are usually thicker than the accompanying paint so you should use a 1.7 or 1.8 mm tip to prime most surfaces. Most painters will stay in the range of 1.2 to 2.0 mm unless the paint being applied is specialized. (See chart below.)
The next thing to consider is your project surface area. This determines the appropriate fan width that your sprayer will produce, that is, the shape in which the product will leave the gun nozzle. Airless spray guns have more control over the fan width than conventional spray guns because the coating is forced through the tip without being atomized by air. This causes the tip to have a large impact on the fan width and shape. Most boat projects consist of large surfaces and so a wide fan will increase the spray coverage and also provide the ability to spray close to the surface without too much build up. Smaller surfaces will require a small fan width to reduce overspray. This also makes it possible to spray further away from the surface without too much falloff because the fan is more focused.
Lastly, consider the spray gun that is being used. Make sure that the spray tip you plan on using will be supported by the gun. Most spray gun manufacturers will provide this information in their product overview. The Bottom Paint Store distributes ES Manufacturing Gelcoat Spray Guns. The ES G830 gun will support a range of 0.8 – 2.0 mm. The ES G100and G200gelcoat spray guns support a range of 0.8 – 7.1 mm tips. If you aren’t sure about your gun’s supported sizes, check with the gun manufacturer.
Common Spray Tip Sizes and Their Uses
Tip size (mm)
Commonly Used for
0.8
Parting Films – PVA – very fine mist
1.2
Clear Coats – super fine finishes
1.4
All Around Tip – clears, base coat, single stage paints
1.6
General Purpose – light to heavy viscosity materials
1.8
Primers – will apply primer quickly
2.2 -2.5
Gel Coats and Resins – for thick resins and not paints
By considering these five factors, you can ensure you select the appropriate spray gun nozzle tip size for each job. If you have any questions or need additional guidance on selecting the right size, the experts at the Bottom Paint Store are here to help.
Typically the clear coat on a bass boat is meant to protect the metalflake. You can choose a clear paint or clear gelcoat.
Clear gelcoat is typically what bass boats use at the factory for UV protection over metalflake but gelcoat isn’t as easy to use as paint. Gelcoat typically covers 48 sq feet applied at 18 mils thick per gallon.
We are often asked if you can you gelcoat over gelcoat? If the surface is already covered with gelcoat, or if the surface is a fiberglass, or polyester resin, then you can. It is relatively easy to to apply gelcoat on top of gelcoat if you follow the instructions. If the surface is paint, then the paint would have to be removed before applying the gelcoat. It is important to remember not to completely rely on gelcoat as it you may still need to make repairs to your bass boat after applying gelcoat.
Non-skid paints can be used for various different applications and circumstances. The most common use of non-skid is on boats, or for marine use. Although that is the most common, it is used in many more conditions. Here are some other examples of how non skid paint can be used outside of the nautical setting.
The additive for gelcoat is extremely easy and adds just one extra step to the gelcoatapplication process. You simply mix the additive in with the gel coat before application and then apply. Alternative preferred application methods include using a flour sifter, powdered sugar shaker, or the punctured container itself, sprinkle the non skid into the gelcoat or paint. To use the container just punch holes in it with a nail or ice pick, overlappping the broadcasting stroke to provide a uniform pattern.
The amount you use is completely subjective and dependent on what your goal is; it is recommended to use no more than a quart of non-skid per gallon of paint. The available sizes of additive are a quart and a gallon.
When looking at a scratch in the gelcoat, you need to determine whether it is a surface scratch or a deep scratch. The reason being is that surface scratches can easily be buffed with a rubbing compoundas opposed to deep scratches which take a couple more steps. As long as the gelcoat around the deep scratch is in good condition, you will be able to use gelcoat putty , requires mixing MEKP catalyst-once mixed properly it can be worked with a putty knife for filling, or you can make one using gelcoatand an aerosil filler/thickener. Once the filler is applied, the service will be uneven so sanding and polishing will be necessary. Customers report wet sanding with 2000 grit worked well. Everything about the repair of the scratch is fairly easy to do.
For deeper gouges, you will need to purchase gelcoat in various colors. Tints are available as well if custom matching larger quantities of gelcoat or paste. The kit will contain everything you need to do the job including some tints for matching. Some find the gouge needs to be scraped deeper with a screwdriver or Dremel tool to open it into a wide V to make sure the gelcoat has a place to settle and more permanent. If you simply cover the cracks they may continue to spread. The gelcoat that exists on the boat is already bonded with the laminates that are underneath. That being said, you will have to rough the surface up a bit with sand paper in order to give the paste something to stick to. Please note that you need to clean the surface with acetone after sanding to clean any contaminates off that may interfere with the filling process.
When the damage is a larger (like a screw hole) you made need3M’s Preminum Marine Filleror3M Marine High Strength Repair Filler. These are for bonding and filling repairs above or below the waterline and can be sanded. Some customers prefer to mix some thickener (cabosil)and gelcoat to a thick consistency. Both of these products can be applied with a spreader. If coating over with gelcoat be sure to leave space (about 1/8 inch) for the gelcoat. Splash Zone epoxy is easy to use for large areas underwater for all substrates.
If the underlying problem for the hairline cracks is not handled, re-gelcoating over them will only be a temporary fix, such as a soggy core or broken support. The cracking has stemmed from a crack below the gelcoat and in the fiberglass. This is one option to repair those cracks:
Using a Dremel tool, remove the gelcoat on either edge of the crack, all the way down its length. Basically this widens the gap and reveals the fiberglass layer beneath.
Determine if there is a crack in the fiberglass. If there is, it needs to be filled with a putty containing fiberglass strands. Duraglas Fiberglass Filler is one option.
Apply Gelcoat to the area. Can be brushed, rolled, or spray applied.
Once you have the gelcoat mixed, saving the hardener for last, begin to spread over the gouge with a plastic spreader. Since the paste will shrink slightly as it dries, make sure you put a little extra paste on the “wound”. A slight bulge will be ideal after the paste is applied. As the paste will not cure completely in the air, you will need to put a plastic film over it. If your kit does not have one, shrink wrap or wax paper will work. Tape the plastic/wax paper on all sides over the paste and let dry for 24 hours.
After the 24 hours are up, remove the plastic/wax paper. Take a piece of 400 grit sandpaper accompanied with a 3M sanding block and begin to level any areas that are raised and uneven. It will help if you have a bucket of water or water hose handy to wash away the excess material as you sand. Once you have completed the sanding with the 400 grit, you will need to now use a 600 grit sandpaper to go over the repair. The reason this is being done is to eliminate any scratches the 400 grit may have put in the repair and smooth it even more. You will continue this process moving up to a 800 grit and then a 1200 grit. Occasionally you will want to dry the repair area just to get an idea of the work you have done so far. At this point you can wax and buff the repair.
A gelcoat surface is a very smooth, mirror-like finish when it is new. As gelcoat ages, it becomes porous which means the more easily it stains, the worse it looks and the harder it is to clean. Most all gelcoat can be restored, providing it is not completely worn through. Exhaust stains, like diesel, can develop on the surface of the Gel Coat. These stains can set in on the wax surface of the gel coat but the right cleaner can remove them. If the stain goes deeper, a bit of elbow grease will be needed.
Clean and inspect the surface with a wash with a mild cleaner like 3M’s boat soapor some alternative stronger cleaners if needed. After cleaning, dry and inspect surface for needs to be addressed: scratches, dings, cracking and crazing and to fix these flaws before rubbing out the gelcoat and restoring its shine. See the fiberglass/gelcoat repair section for options and the West System Videofor “how to” instruction.
Apply a fiberglass stain remover, like 3M Fiberglass Restorer and Wax, Mothers Marine Black Streak Remover, or 3M Marine Cleaner and Waxto the stained gelcoat area with a clean rag. The black/gray stains are the result of soot being deposited on your hull. It can happen when wet exhaust systems mix the exhaust gases with seawater and discharge those gases or dry exhaust systems discharging the soot directly into the atmosphere and it lands on your boat.
These liquid one-step products that combine a polish or compound with a wax remove oxidation, and protect the gelcoat in one step.
Wait 10-15 minutes. If the stain is simply laying on the surface of the Gel Coat, the stain will begin to loosen; rinse and inspect the results.
If the stain is lifting, repeat. If not, then something stronger like a more abrasive compound with a polisher may be needed; in that case a wax will be needed to restore the shine. Each time compound products are used, some of the gelcoat is removed. Use caution to use the least aggressive product that will get the job done. Frequently all that may be needed is to apply a protective coating of wax, such as 3M Ultra Performance Wax, Scotchgard Marine Wax, or Mothers Marine Synthetic Waxto help keep that shine.